Báo cáo đề xuất cấp giấy phép môi trường nhà máy chế tạo thiết bị cơ khí
Báo cáo đề xuất cấp giấy phép môi trường (GPMT) nhà máy chế tạo thiết bị cơ khí. Sản phẩm của nhà máy là kết cấu thép; hệ thống đường ống và thiết bị cơ khí dùng cho các nhà máy công nghiệp nặng như: Nhà máy lọc dầu, nhà máy nhiệt điện, nhà máy xi măng...
Ngày đăng: 15-05-2025
401 lượt xem
Chương I. THÔNG TIN CHUNG VỀ Cơ sở.................................................. 6
1.3. Công suất, công nghệ sản xuất của Cơ sở...................................................... 10
1.3.1. Công suất của Cơ sở............................................................................. 10
1.3.2. Công nghệ sản xuất của Cơ sở................................................................ 11
1.3.3. Sản phẩm của Cơ sở............................................................................ 15
1.4. Nguyên liệu, vật liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của Cơ sở...17
1.5. Các thông tin khác liên quan đến Cơ sở........................................... 26
1.5.1. Cơ cấu sử dụng đất............................................................................ 26
1.5.2. Các hạng mục công trình chính của Cơ sở.......................................... 27
1.5.3. Danh mục máy móc thiết bị phục vụ sản xuất........................................ 28
1.5.4. Tổ chức quản lý và vận hành Cơ sở...................................................... 31
Chương II. SỰ PHÙ HỢP CỦA CƠ SỞ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG....... 32
2.2. Sự phù hợp của Cơ sở với khả năng chịu tải của môi trường................. 33
Chương III. KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG CỦA Cơ sở....... 36
3.1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải............... 36
3.1.4. Thu gom và thoát nước thử kín sản phẩm................................................... 45
3.2. Công trình, biện pháp xử lý bụi, khí thải........................................................ 45
3.1.1. Hệ thống xử lý bụi phát sinh từ công đoạn làm sạch.................................... 45
3.1.2. Biện pháp giảm thiểu khí thải từ quá trình sơn........................................... 49
3.2. Công trình, biện pháp lưu giữ, xử lý chất thải rắn thông thường.................. 53
3.2.1. Biện pháp giảm thiểu tác động do chất thải rắn sinh hoạt............................. 53
3.2.2. Biện pháp giảm thiểu tác động chất thải rắn thông thường.......................... 54
3.3. Công trình, biện pháp lưu giữ, xử lý chất thải nguy hại..................................... 56
3.4. Công trình, biện pháp giảm thiểu tiếng ồn, độ rung......................................... 59
3.5. Phương án phòng ngừa, ứng phó sự cố môi trường.......................................... 59
Chương IV. NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG........................ 65
4.1. Nội dung đề nghị cấp phép đối với nước thải............................................... 65
4.3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung................................. 69
4.4. Nội dung đề nghị cấp phép đối với chất thải rắn.......................................... 71
Chương V. KẾT QUẢ HOẠT ĐỘNG VÀ TÌNH HÌNH THỰC HIỆN CÔNG TÁC BẢO VỆ MÔI TRƯỜNG CỦA CƠ SỞ...... 74
5.1. Thông tin chung về tình hình thực hiện công tác bảo vệ môi trường................ 74
5.3. Kết quả quan trắc môi trường định kỳ đối với bụi và khí thải............................... 76
Chương VI. CHƯƠNG TRÌNH quan trắc môi trường của Cơ sở.................................... 81
6.1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của Cơ sở................ 81
6.2. Chương trình quan trắc chất thải (tự động, liên tục và định kỳ) theo quy định của pháp luật....81
6.3. Kinh phí thực hiện quan trắc môi trường hàng năm............................... 83
Chương VII. CAM KẾT CỦA CHỦ CƠ SỞ.....84
CHƯƠNG I. THÔNG TIN CHUNG VỀ CƠ SỞ
1.1.Tên chủ cơ sở
- Tên chủ Cơ sở: Công ty TNHH Kỹ thuật .....
- Địa chỉ trụ sở chính: Khu công nghiệp Đình Vũ, phường Đông Hải 2, quận Hải An, thành phố Hải Phòng, Việt Nam
- Điện thoại: ........
- Website: ...
- Người đại diện pháp luật: Ông .......
+ Chức vụ: Chủ tịch Hội đồng thành viên kiêm Tổng Giám đốc
+ Quốc tịch: Việt Nam
+ Căn cước công dân số: ......
+ Ngày cấp: 31/08/2021
+ Nơi cấp: Cục cảnh sát
+ Địa chỉ thường trú: ........KĐT Waterfront, phường Vĩnh Niệm, quận Lê Chân, thành phố Hải Phòng.
+ Chỗ ở hiện tại: ......KĐT Waterfront, phường Vĩnh Niệm, quận Lê Chân, thành phố Hải Phòng.
- Giấy chứng nhận đăng ký doanh nghiệp Công ty trách nhiệm hữu hạn hai thành viên trở lên số ......... đăng ký lần đầu ngày 06 tháng 05 năm 2008 và đăng ký thay đổi lần thứ 6 ngày 30 tháng 11 năm 2017 do Phòng đăng ký kinh doanh - Sở Kế hoạch và Đầu tư thành phố Hải Phòng cấp.
- Giấy chứng nhận đăng ký đầu tư số ........, chứng nhận lần đầu ngày16 tháng 03 năm 2016 do Ban Quản lý Khu kinh tế Hải Phòng cấp.
1.2.Tên Cơ sở
- Tên Cơ sở: Nhà máy chế tạo thiết bị cơ khí
- Địa điểm thực hiện:....Khu công nghiệp Đình Vũ, phường Đông Hải 2, quận Hải An, thuộc Khu Kinh tế Đình Vũ - Cát Hải, thành phố Hải Phòng, Việt Nam.
- Vị trí địa lý: Cơ sở “Nhà máy chế tạo thiết bị cơ khí ” của Công ty TNHH Kỹ thuật Việt Hàn được thực hiện trên diện tích 16.543 m2 tại Khu công nghiệp Đình Vũ, phường Đông Hải 2, quận Hải An, thuộc Khu Kinh tế Đình Vũ - Cát Hải, thành phố Hải Phòng theo Giấy chứng nhận quyền sử dụng đất số .. ngày01/12/2016 số vào sổ cấp GCN: ... do Sở Tài nguyên và Môi trường thành phố Hải Phòng cấp với:
+ Thời gian sử dụng đất: đến ngày 23/6/2058.
+ Mục đích sử dụng đất: Đất công nghiệp (xây dựng nhà máy chế tạo thiết bị cơ khí).
+ Nguồn gốc sử dụng: Thuê lại đất của Công ty Cổ phần KCN Đình Vũ.
- Vị trí, ranh giới khu đất được mô tả như sau:
Bảng 1.1. Tọa độ khu đất của Cơ sở
|
Ký hiệu |
Tọa độ của Cơ sở (Hệ tọa độ VN:2000, kinh tuyến trục 105º45’, múi chiếu 3º) |
Ghi chú |
|
|
X |
Y |
||
|
1 |
2303048.107 |
606111.020 |
|
|
2 |
2302946.708 |
606239.889 |
|
|
3 |
2302865.011 |
606208.165 |
|
|
4 |
2302865.956 |
606181.263 |
|
|
5 |
2302969.742 |
606049.360 |
|
|
6 |
2303004.413 |
606076.640 |
|
|
1 |
2303048.107 |
606111.020 |
|
- Tại thời điểm lập báp cáo, Cơ sở có các hướng tiếp giáp sau:
+ Phía Đông Bắc: tiếp giáp Công ty TNHH Tamada Việt Nam;
+ Phía Tây Bắc: tiếp giáp Công ty Cổ phần CETI Đình Vũ;
+ Phía Đông Nam: tiếp giáp đường nội bộ KCN;
+ Phía Tây Nam: tiếp giáp Công ty Cổ phần Xuất nhập khẩu Quảng Bình.
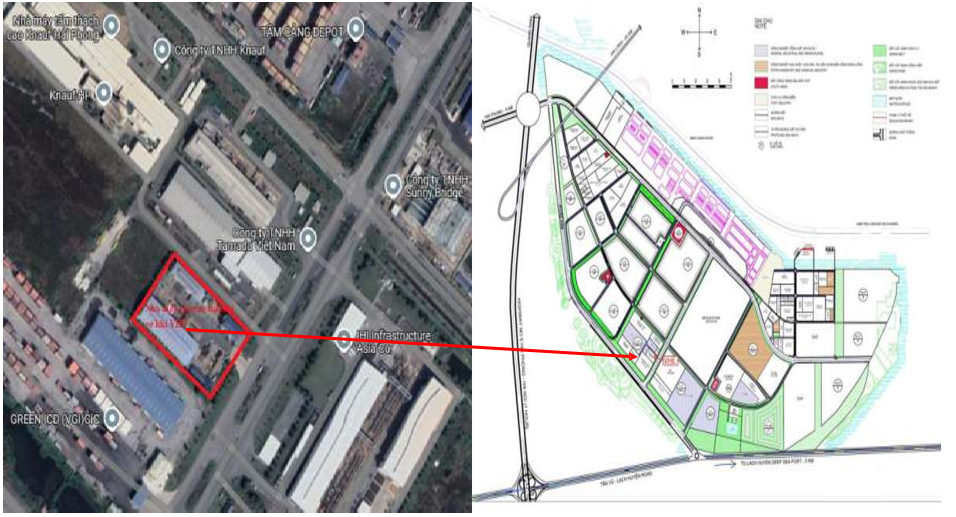
Hình 1.2. Sơ đồ Mối quan hệ của Cơ sở với các đối tượng xung quanh Cơ sở
- Cơ quan thẩm định thiết kế xây dựng, các loại giấy phép có liên quan đến môi trường, phê duyệt dự án đầu tư của Cơ sở:
+ Cơ quan phê duyệt Dự án đầu tư: Ban Quản lý Khu kinh tế Hải Phòng cấp Giấy chứng nhận đầu tư cho Dự án số: 381264404 chứng nhận lần đầu ngày 16 tháng 3 năm 2016.
+ Cơ quan phê duyệt Giấy phép xây dựng: Ban Quản lý Khu kinh tế Hải Phòng cấp Giấy phép xây dựng cho Dự án số: 265/GPXD- BQL ngày 24 tháng 01 năm 2017.
- Quyết định số: 2754/QĐ-UBND ngày 08/11/2016 của Ủy Ban nhân dân thành phố Hải Phòng về việc phê duyệt báo cáo đánh giá tác động môi trường của Dự án đầu tư nhà máy chế tạo thiết bị cơ khí do Cong ty TNHH Kỹ thuật ... làm chủ đầu tư.
- Quy mô của Cơ sở (phân loại theo tiêu chí quy định của pháp luật về đầu tư công): Cơ sở Nhà máy chế tạo thiết bị cơ khí có tổng vốn đầu tư 115.000.000.000 đồng (Một trăm mười lăm tỷ đồng) tương đương với dự án nhóm B theo quy định tại mục IV phần B phụ lục I Nghị định 40/2020/NĐ-CP ngày 06/4/2020 của chính phủ quy định chi tiết thi hành một số điều của Luật đầu tư công (tổng mức đầu tư từ 45 đến dưới 800 tỷ đồng).
- Yếu tố nhạy cảm về môi trường quy định tại khoản 4 Điều 25 Nghị định 05/2025/NĐ-CP của Chính phủ ngày 06/01/2025: Dự án không có yếu tố nhạy cảm về môi trường.
- Loại hình sản xuất kinh doanh, dịch vụ: Gia công, cơ khí.
- Phân nhóm dự án đầu tư: Cơ sở thuộc dự án đầu tư nhóm III theo quy định tại STT2 Mục II Phụ lục V ban hành kèm theo Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ.
- Căn cứ Khoản 2, Điều 39 và Điểm c, Khoản 3, Điều 41 của Luật Bảo vệ môi trường số 72/2020/QH được Quốc hội nước Cộng hòa xã hội chủ nghĩa Việt Nam khóa XIV, kỳ họp thứ 10 thông qua ngày 17/11/2020: Cơ sở Nhà máy chế tạo thiết bị cơ khí thuộc đối tượng phải cấp giấy phép môi trường, thẩm quyền cấp phép của Ban Quản lý Khu kinh tế Hải Phòng.
1.3.Công suất, công nghệ sản xuất của Cơ sở
1.3.1.Công suất của Cơ sở
- Công suất Nhà máy năm 2023: 3.368 tấn sản phẩm/năm.
- Công suất Nhà máy năm 2024: 3.814 tấn sản phẩm/năm.
- Công suất của cơ sở lớn nhất theo nội dung báo cáo ĐTM đã được phê duyệt:
+ Quy mô công suất: 5.000 tấn sản phẩm/năm, cụ thể như sau:
Bảng 1.2. Quy mô công suất của Cơ sở
|
STT |
Tên sản phẩm |
ĐVT |
Công suất |
Ghi chú |
|
1 |
Kết cấu thép |
Tấn/năm |
2.000 |
|
|
2 |
Hệ thống đường ống |
Tấn/năm |
2.000 |
|
|
3 |
Thiết bị cơ khí |
Tấn/năm |
1.000 |
|
|
Tổng |
Tấn/năm |
5.000 |
|
|
1.3.2.Công nghệ sản xuất của Cơ sở
Công nghệ sản xuất của Cơ sở không thay đổi so với nội dung báo cáo ĐTM đã được phê duyệt theo Quyết định số 2754/QĐ-UBND ngày 08/11/2016 của UBND thành phố Hải Phòng, cụ thể:
Sơ đồ quy trình công nghệ:
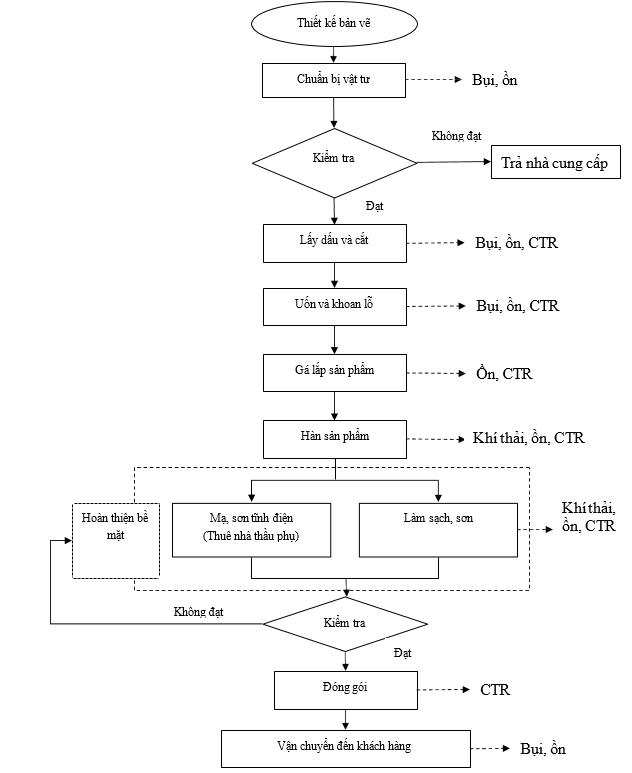
Thuyết minh quy trình công nghệ:
Quy trình công nghệ của Cơ sở được thực hiện theo các bước sau:
Ø Bước 1: Thiết kế bản vẽ
Sau khi nhận yêu cầu và bản vẽ từ khách hàng hoặc từ Công ty, phòng kỹ thuật sẽ thiết kế bản vẽ chi tiết, bản vẽ chế tạo sau đó sẽ phê duyệt và phát hành bản vẽ chế tạo.
Ø Bước 2: Chuẩn bị vật tư
Căn cứ bản vẽ chế tạo và định mức nguyên vật liệu, phòng cung ứng lên kế hoạch mua sắm và nhập vật tư nguyên liệu để chuẩn bị sản xuất. Vật tư - nguyên liệu chính phục vụ sản xuất như: thép tấm, thép hình...; vật tư phụ trợ như: dây hàn, que hàn, đá cắt, đá mài,...
Ø Bước 3: Kiểm tra vật tư
Nguyên, phụ liệu sau khi nhập về sẽ được phòng QA.QC kiểm tra chủng loại, kích thước, bề mặt vật tư; kiểm tra chứng chỉ , xuất xứ của vật liệu và lập báo cáo kiểm tra vật tư. Nguyên, phụ liệu đạt yêu cầu sẽ chuyển sang phòng sản xuất; nguyên phụ liệu không đạt trả lại nhà cung cấp.
Ø Bước 4: Lấy dấu và cắt
Nguyên liệu: thép tấm, thép hình được kiểm tra chủng loại trước khi cắt. Sau đó đặt nguyên liệu lên sàn phẳng lấy dấu chi tiết theo kích thước bản vẽ. Việc lấy dấu sử dụng biện pháp thủ công hoặc CNC. Sau đó tiến hành cắt nguyên liệu đã lấy dấu theo kích thước bản vẽ bằng phương pháp thủ công hoặc CNC. Bán sản phẩm sau công đoạn cắt sẽ được kiểm tra kích thước theo bản vẽ chế tạo và chỉnh sửa ngay nếu không đạt.
Ø Bước 5: Uốn và khoan lỗ
Bán sản phẩm sau cắt sẽ tiến hành uốn và khoan lỗ theo bản vẽ chế tạo. Sau khi uốn và khoan, bán sản phẩm sẽ được kiểm tra kích thước, vị trí theo bản vẽ chế tạo và chỉnh sửa ngay nếu không đạt.
Ø Bước 6: Gá sản phẩm
Tiến hành nghiên cứu bản vẽ chế tạo trước khi gá lắp. Chuẩn bị thiết bị và đồ gá sau đó tiến hành gá sản phẩm theo yêu cầu của bản vẽ. Sau khi gá, cụm chi tiết gá sẽ được kiểm tra kích thước, vị trí, vát mép trước khi chuyển sang công đoạn hàn. Cụm chi tiết không đạt yêu cầu sẽ được đưa về các công đoạn tiếp theo để sửa chữa và hoàn thiện lại.
Ø Bước 7: Hàn sản phẩm
Cụm chi tiết sau khi gá sẽ được chuyển sang công đoạn hàn để kết nối cụm sản phẩm theo yêu cầu. Các sản phẩm khác nhau sẽ sử dụng công nghệ hàn khác nhau. Đối với các sản phẩm kết cấu thép sử dụng công nghệ hàn mig; sản phẩm hệ thống ống sử dụng công nghệ hàn tig; các sản phẩm thiết bị cơ khí sử dụng công nghệ hàn que và hàn mig. Sau quá trình hàn, các mối hàn sẽ được vệ sinh sạch sẽ sau đó tiến hành kiểm tra không phá hủy mối hàn hoặc kiểm tra thử kín bằng nước đối với các sản phẩm bồn bể.
Ø Bước 8: Hoàn thiện bề mặt
Sau công đoạn hàn sản phẩm sẽ đưa sang công đoạn hoàn thiện bề mặt sản phẩm trước khi chuyển sang công đoạn kiểm tra, đóng gói.
- Đối với các sản phẩm có yêu cầu mạ hoặc sơn tĩnh điện được chuyển đến nhà thầu phụ để mạ hoặc sơn tĩnh điện cho sản phẩm. Nhà máy không có khu vực mạ và sơn tĩnh điện.
- Đối với các sản phẩm không yêu cầu mạ và sơn tĩnh điện được sử dụng sơn thường (sơn tay và phun sơn) thì được chuyển qua Phòng làm sạch trước khi sơn.
+ Phòng làm sạch có diện tích 96 m2 (dài x rộng: 16x6m) được thiết kế kín hoàn toàn, cấu tạo bằng khung sắt với công suất làm sạch 200 m2/ngày. Sử dụng công nghệ làm sạch bằng cách phun hạt mài trực tiếp vào bề mặt sản phẩm, không sử dụng dầu mỡ, chất làm sạch. Bụi kim loại phát tán trong phòng làm sạch được quạt hút thu vào hệ thống cyclone để tách bụi trước khi xả khí thải ra môi trường. Hạt mài thải vỡ, mạt thép từ quá trình làm sạch sẽ được thu gom cùng với bụi kim loại tại hệ thống cyclone tập kết về kho chất thải nguy hại của Nhà máy.
+ Sau quá trình làm sạch, sản phẩm được chuyển ra khỏi phòng làm sạch bằng hệ thống cầu trục 20T/5T để tiến hành sơn. Nhà máy sử dụng sơn nước và sơn thủ công bằng chổi quét sơn hoặc súng phun sơn.
Ø Bước 9: Kiểm tra
Sản phẩm sau khi sơn sẽ tiến hành kiểm tra đảm bảo chiều dày lớp phủ, bề mặt theo yêu cầu. Sản phẩm không đạt sẽ quay lại công đoạn sơn để sửa chữa và khắc phục. Sản phẩm đạt yêu cầu sẽ được chuyển sang công đoạn đóng gói ngay trong xưởng sơn.
Ø Bước 10. Đóng gói - vận chuyển
Sản phẩm sau kiểm tra đạt yêu cầu sẽ được đóng gói, đóng kiện, căn kê, dán tem nhãn sau đó được kiểm tra tình trạng bao gói, an toàn của sản phẩm trong quá trình vận chuyển sau đó được vận chuyển theo kế hoạch giao hàng.
v Nguồn thải
- Bụi, Khí thải: Phát sinh từ công đoạn vận chuyển nguyên liệu, sản phẩm; từ công đoạn cắt, hàn, làm sạch bề mặt và sơn.
- CTNH: Phát sinh từ công đoạn sơn: thùng sơn, cặn sơn, que hàn thải.
- CTCNTT: Phát sinh từ công đoạn cắt, gá, đóng gói: đầu mẩu thép, bao bì nilon, carton thải...
- Tiếng ồn: Phát sinh từ hầu hết các công đoạn sản xuất của Nhà máy.
1.3.3.Sản phẩm của Cơ sở
Sản phẩm của Nhà máy chế tạo thiết bị cơ khí là kết cấu thép; hệ thống đường ống và thiết bị cơ khí dùng cho các nhà máy công nghiệp nặng như: Nhà máy lọc dầu, nhà máy nhiệt điện, nhà máy xi măng...
- Hệ thống quản lý nhà máy đang áp dụng: ISO 9001:2008; ISO 3834-2:2021
- Hình ảnh một số sản phẩm của Nhà máy được thể hiện tại hình sau:

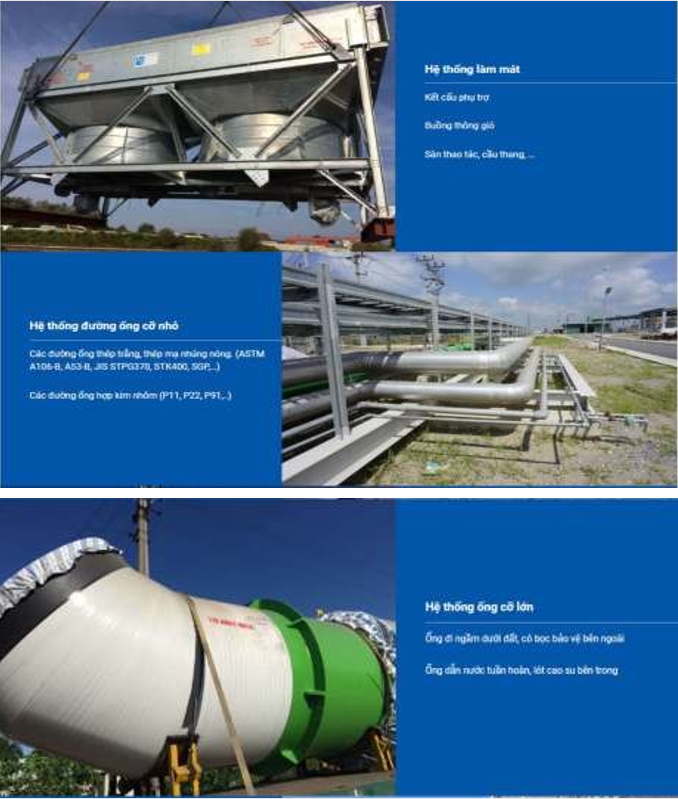

Hình 1.4. Hình ảnh sản phẩm của Nhà máy
1.4.Nguyên liệu, vật liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của Cơ sở
1.4.1.Nhu cầu sử dụng nguyên liệu
|
STT |
Tên nguyên liệu |
Đơn vị |
Số lượng /năm 2023 |
Số lượng lớn nhất/năm |
|
1. |
Thép tấm, thép hình các loại |
Tấn |
3.387 |
5.081 |
|
2. |
Sơn |
Kg |
7.200 |
10.800 |
|
3. |
Dung môi pha sơn |
Kg |
800 |
1.200 |
|
4. |
Khí O2 (Bình 135-145 at) |
Bình |
2.000 |
3.000 |
|
5. |
Khí O2 lỏng |
Bình |
2.200 |
3.300 |
|
6. |
Khí CO2 (Bình 25kg) |
Bình |
1.200 |
1.800 |
|
7. |
Khí Argon (Bình 145-150 at) |
Bình |
420 |
630 |
|
8. |
Khí gas (Bình 45kg) |
Bình |
195 |
293 |
|
9. |
Dây hàn Tig |
Kg |
320 |
480 |
|
10. |
Dây hàn Mig |
Kg |
12.150 |
18.225 |
|
11. |
Dây hàn hồ quang |
Kg |
350 |
525 |
|
12. |
Que hàn điện |
Kg |
1.522 |
2.283 |
|
13. |
Hạt mài |
Kg |
3.000 |
4.500 |
- Thành phẩn và cảnh báo hóa chất sử dụng tại Cơ sở:
Bảng 1.4. Thành phần hóa chất sử dụng tại Cơ sở
|
STT |
Tên |
Khối lượng Kg/năm |
Thành phần |
Cảnh báo |
|||
|
Tên |
Công thức hóa học |
Số cas |
Tỷ lệ (%) |
|
|||
|
|
|
|
|
|
|
|
- Dễ cháy |
|
1 |
Sơn Intergard 475 HS Ral9010 Pure White PT A |
2.650 |
- Bisphenol a diglycidyl ether resin |
C15H16O2 |
25068-39-6 |
10-25 |
|
|
- Xylen |
C8H10 |
1330-20-7 |
2,5-10 |
||||
|
|
|
|
- Fatty acids |
- |
106906-26-7 |
10-25 |
|
|
2 |
Sơn Intergard 475 HS Part B Tropical |
1.450 |
- Xylen |
C8H10 |
1330-20-7 |
2,5-10 |
|
|
- Benzyl alcohol |
C7H8O |
100-51-6 |
2,5-10 |
||||
|
- Tris(dimethylaminomethyl)phenol |
C15H27N3O |
90-72-2 |
1-2,5 |
||||
|
- Triethylenetetramine |
C6H18N4 |
112-24-3 |
<1 |
||||
|
|
|
|
- Pentaazatridecane |
C8H23N5 |
112-57-2 |
<1 |
|
|
3 |
Sơn Interplate 317 Grey Part A |
950 |
- Kẽm |
Zn |
7440-66-6 |
25-<50 |
|
|
- Toluen |
|
108-88-3 |
10-<25 |
||||
>>> XEM THÊM: Bảng chào giá khoan ngầm robot vượt qua sông bằng ống HDPE
GỌI NGAY – 0903649782 - 028 35146426



Tin liên quan
- › Báo cáo đề xuất cấp giấy phép môi trường công trình khai thác cát xây dựng
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở chăn nuôi và trồng cây
- › Hồ sơ đăng ký môi trường bao gồm những gì?
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất cơ khí phụ trợ
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở sản xuất sơn pha chế
- › Báo cáo đề xuất cấp GPMT dự án nhà máy sản xuất máy nén khí
- › Báo cáo đề xuất cấp giấy phép môi trường nhà xưởng nấu đúc, cán kéo nhôm
- › Báo cáo đề xuất cấp Giấy phép môi trường nhà máy sản xuất thực phẩm
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất tấm Fiber Cement
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất Dược Phẩm
Bình luận (0)
HOTLINE
![]()
HOTLINE:
090 7957895
nguyenthanhmp156@gmail.com
HOTLINE
![]()
HOTLINE:
0907 957895 - 028 35146426








Gửi bình luận của bạn