Báo cáo đề xuất cấp GPMT nhà máy sản xuất thiết bị điện chiếu sáng
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường nhà máy sản xuất thiết bị điện chiếu sáng. Công suất 500 tấn sản phẩm/ năm. Sản xuất thiết bị điện khác. Công suất 300 tấn sản phẩm/ năm.
Ngày đăng: 21-07-2025
263 lượt xem
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ............................................................... 5
3. Công suất, công nghệ, sản phẩm sản xuất của dự án:............................................. 6
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án;.... 17
4.1. Nhu cầu nguyên liệu, nhiên liệu và hóa chất..................................................... 17
5. Đối với dự án có sử dụng phế liệu nhập khẩu từ nước ngoài làm nguyên liệu sản xuất phải nêu rõ: điều kiện kho,
bãi lưu giữ phế liệu nhập khẩu; hệ thống thiết bị tái chế; phương án xử lý tạp chất; phương án tái xuất phế liệu: Không có...19
6. Các thông tin khác liên quan đến dự án......................................................... 19
SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG... 23
KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG CỦA DỰ ÁN ĐẦU TƯ... 24
3.1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải.............................. 24
3.8. Biện pháp bảo vệ môi trường đối với nguồn nước công trình thủy lợi khi có hoạt động xử nước thải vào công trình thủy lợi.... 47
3.9. Kế hoạch, tiến độ, kết quả thực hiện phương án cải tạo, phục hồi môi trường, phương án bồi hoàn đa dạng sinh học... 47
3.10. Các nội dung thay đổi so với quyết định phê duyệt báo cáo đánh giá tác động môi trường........ 47
NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG..................................... 50
4.1. Nội dung đề nghị cấp phép đối với nước thải............................................. 50
4.2. Nội dung đề nghị cấp phép đối với khí thải:................................................ 50
4.3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung.................................. 51
4.4. Nội dung đề nghị cấp phép của dự án đầu tư thực hiện dịch vụ xử lý chất thải nguy hại...... 51
4.5. Nội dung đề nghị cấp phép của dự án đầu tư có nhập khẩu phế liệu từ nước ngoài làm nguyên liệu sản xuất... 51
KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN...52
5.1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án đầu tư..... 52
5.1.1. Thời gian dự kiến vận hành thử nghiệm:........................................................... 52
5.1.2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý của các công trình, thiết bị xử lý chất thải.. 52
5.2. Chương trình quan trắc chất thải theo quy định của pháp luật...............53
Chương VI................................................................ 54
CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ.................... 54
Chương I
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.Tên chủ dự án đầu tư:
Công ty TNHH .... Việt Nam
Địa chỉ văn phòng: ....Khu công nghiệp Yên Bình, phường Bãi Bông, thành phố Phổ Yên, tỉnh Thái Nguyên (thuê nhà xưởng D của Công ty Cổ phần Phát triển Công nghiệp CTG).
Người đại diện theo pháp luật của chủ dự án đầu tư: Ông .........; Chức vụ: Giám đốc.
- Điện thoại: ........
Giấy chứng nhận đăng ký doanh nghiệp Công ty trách nhiệm hữu hạn một thành viên, mã số doanh nghiệp .... do Phòng Đăng ký kinh doanh – Sở Kế hoạch và Đầu tư tỉnh Thái Nguyên cấp đăng ký lần đầu ngày 11/5/2023.
2.Tên dự án đầu tư:
Nhà máy sản xuất thiết bị điện chiếu sáng
Địa điểm dự án đầu tư:........Khu công nghiệp Yên Bình, phường Bãi Bông, thành phố Phổ Yên, tỉnh Thái Nguyên (thuê nhà xưởng D của Công ty Cổ phần Phát triển Công nghiệp CTG).
Các văn bản thẩm định thiết kế, quy hoạch và các loại giấy phép có liên quan đến môi trường, phê duyệt dự án gồm:
+ Giấy chứng nhận đăng ký đầu tư với mã số dự án ...., chứng nhận lần đầu ngày 09/5/2023, chứng nhận thay đổi lần thứ nhất ngày 15/11/2023 do Ban quản lý các KCN Thái Nguyên cấp cho Công ty TNHH .... Việt Nam;
+ Quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường số ..../QĐ-BTNMT ngày 06/9/2024 của Bộ Tài nguyên và Môi trường (nay là Bộ Nông nghiệp và Môi trường).
Loại hình sản xuất, kinh doanh, dịch vụ của dự án:
+ Sản xuất thiết bị điện chiếu sáng (sản xuất, gia công đèn sợi đốt, đèn huỳnh quang, đèn điốt phát quang (LED), đèn panel, đèn highbay, đèn troffer, đèn ufo, đèn dây, đèn tuýp - mã ngành theo VSIC 2740). Công suất 500 tấn sản phẩm/ năm.
+ Sản xuất thiết bị điện khác (sản xuất, gia công phụ kiện đèn LED các loại như bộ nguồn, mạch IC, bệ đèn, lồng đèn, đế đèn, chân đế đèn, khung đèn - Mã ngành theo VSIC 2790). Công suất 300 tấn sản phẩm/ năm.
Quy mô của dự án đầu tư (phân loại theo tiêu chí quy định của pháp luật về đầu tư công): Dự án có tổng mức đầu tư là 59.000.000.000 VNĐ, và thuộc dự án nhóm C - căn cứ theo Khoản 3, Điều 11 Luật Đầu tư công số 58/2024/QH15 được Quốc hội thông qua ngày 29/11/2024 và có hiệu lực thi hành ngày 01/01/2025 .
Yếu tố nhạy cảm về môi trường quy định tại khoản 4 Điều 25 Nghị định số 08/2022/NĐ-CP quy định chi tiết một số điều của Luật Bảo vệ môi trường và Nghị định số 05/2025/NĐ-CP sửa đổi, bổ sung một số điều của Nghị định số 08/2022/NĐ- CP: Dự án không có yếu tố nhạy cảm về môi trường.
Phân nhóm đầu tư theo quy định tại khoản 2 Điều 28 Luật bảo vệ môi trường: Căn cứ theo số thứ tự 02, phụ lục V Nghị định số 05/2025/NĐ-CP sửa đổi, bổ sung một số điều của Nghị định số 08/2022/NĐ-CP, dự án thuộc nhóm III.
Căn cứ điểm a, khoản 4, Điều 5 Quy định chuyển tiếp của Nghị định số 05/2025/NĐ-CP ngày 06 tháng 01 năm 2025 của Chính phủ (sửa đổi, bổ sung một số điều của Nghị định số 08/2022/NĐ-CP quy định chi tiết một số điều của Luật Bảo vệ môi trường ), dự án thuộc thẩm quyền cấp Giấy phép môi trường của Ủy ban nhân dân cấp tỉnh.
3.Công suất, công nghệ, sản phẩm sản xuất của dự án:
3.1.Công suất của dự án.
+ Sản xuất thiết bị điện chiếu sáng (sản xuất, gia công đèn sợi đốt, đèn huỳnh quang, đèn điốt phát quang (LED), đèn panel, đèn highbay, đèn troffer, đèn ufo, đèn dây, đèn tuýp - mã ngành theo VSIC 2740). Công suất 500 tấn sản phẩm/ năm.
+ Sản xuất thiết bị điện khác (sản xuất, gia công phụ kiện đèn LED các loại như bộ nguồn, mạch IC, bệ đèn, lồng đèn, đế đèn, chân đế đèn, khung đèn - Mã ngành theo VSIC 2790). Công suất 300 tấn sản phẩm/ năm.
3.2.Công nghệ sản xuất của dự án.
Sản phẩm của dự án được cấu thành bởi các chi tiết và linh kiện khác nhau. Quy trình sản xuất, lắp ráp tổng quát được trình bày như sau:
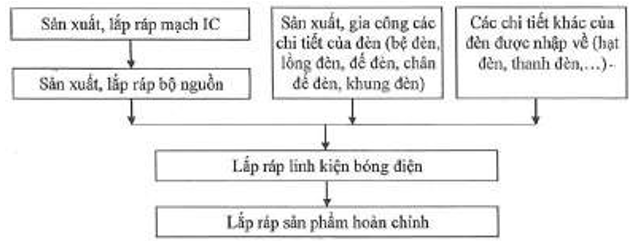
Hình 1. Sơ đồ tổng quát quy trình sản xuất
Quy trình sản xuất, lắp ráp mạch IC.
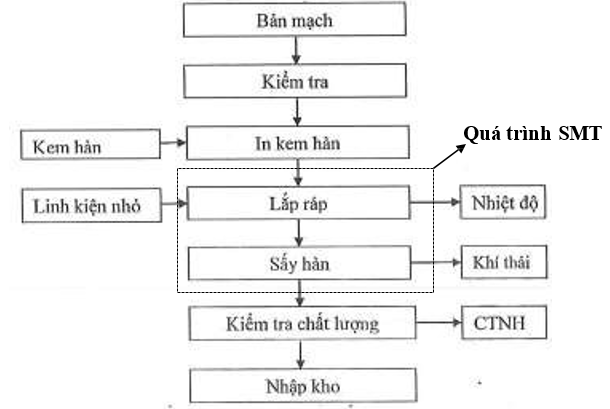
Hình 2. Quy trình sản xuất, lắp ráp mạch IC
Thuyết minh quy trình công nghệ
Bước 1: Kiểm tra: công nhân tiến hành kiểm tra các bản mạch và linh kiện đầu vào, những nguyên liệu không đủ tiêu chuẩn để đưa vào sản xuất sẽ được chuyển lại cho đơn vị cung cấp.
Bước 2: In kem hàn: bản mạch được lên dây chuyền lắp ráp và in lưới một lớp mỏng kem hàn lên bề măt để chuẩn bị lắp ráp linh kiện nhỏ. Dự án sử dụng loại kem hàn không chì. Kem hàn được in tại vị trí dự kiến đặt linh kiện.
Bước 3: Lắp ráp: quá trình lắp ráp các linh kiện có kích thước nhỏ được gọi chung là quá trình SMT. SMT bao gồm nhiều công đoạn khác nhau như: gắn linh kiện, hong khô, tra thiếc và phân tách bảng mạch, dập khuôn, tra keo, hàn dây…Các linh kiện điện tử sẽ được gắn trực tiếp theo các trình tự nhất định lên bề mặt của bảng mạch.
Bước 4: Sấy hàn (Hàn hồi lưu - Hàn reflow không chì):
Quy trình hàn Reflow là một bước quan trọng trong công nghệ gắn linh kiện bề mặt (SMT), nhằm cố định linh kiện SMD lên bảng mạch in (PCB) thông qua quá trình nung chảy kem hàn. Đầu tiên, kem hàn được in lên bề mặt bảng mạch (PCB) thông qua khuôn in tại các vị trí chân linh kiện. Sau đó, các linh kiện điện tử được gắn lên đúng vị trí bằng máy gắn linh kiện tự động.
Sau khi kem hàn được in lên các pad của mạch in và linh kiện được gắp đặt đúng vị trí, bảng mạch sẽ được đưa vào lò hàn Reflow. Tại đây, bảng mạch đi qua bốn vùng nhiệt chính. Vùng đầu tiên là vùng gia nhiệt sơ bộ, nơi nhiệt độ được tăng dần từ nhiệt độ phòng lên khoảng 150–180°C để làm nóng đều bảng mạch và linh kiện, tránh hiện tượng sốc nhiệt. Tiếp theo là vùng ngâm nhiệt, duy trì nhiệt độ ổn định nhằm kích hoạt chất trợ hàn. Sau đó, bảng mạch đi vào vùng hàn (Reflow), nơi nhiệt độ đạt đỉnh khoảng 230–250°C, đủ để làm kem hàn nóng chảy, tạo ra liên kết giữa chân linh kiện và bề mặt mạch in. Cuối cùng là vùng làm mát, nơi nhiệt độ được giảm nhanh xuống dưới 150°C để đông cứng mối hàn, đảm bảo liên kết chắc chắn và tránh lỗi hàn lạnh. Quá trình hàn Reflow đảm bảo các linh kiện được gắn kết chính xác và chắc chắn, đồng thời duy trì chất lượng ổn định cho sản phẩm điện tử.
Quá trình này có thể phát sinh một lượng nhỏ khí thải chủ yếu là hợp chất hữu cơ bay hơi (VOC), hơi nhựa thông và các sản phẩm phân hủy của chất trợ hàn. Tuy nhiên, do sử dụng kem hàn không chứa chì, công đoạn này không phát sinh kim loại nặng độc hại, góp phần giảm thiểu ô nhiễm. Toàn bộ khí thải của máy hàn Reflow được lắp đặt hệ thống hút thu gom và xử lý khí thải cục bộ nhằm thu gom và xử lý các khí phát sinh trước khi thải ra môi trường, đảm bảo đáp ứng yêu cầu về môi trường và an toàn lao động.
Bước 5: Kiểm tra chất lượng: công nhân thực hiện kiểm tra chất lượng bảng mạch bằng các thiết bị chuyên dụng như máy quang học. Các sản phẩm đạt chất lượng được đưa vào nhập kho. Sản phẩm không đạt yêu cầu kỹ thuật sẽ được loại bỏ.
- Quy trình sản xuất, lắp ráp bộ nguồn.
Sản phẩm từ quy trình sản xuất, lắp ráp mạch IC (mục 3.2.1 nêu trên) sẽ được sử dụng làm nguyên liệu đầu vào cho quá trình sản xuất và lắp ráp bộ nguồn. Quá trình này được mô tả cụ thể như sau:
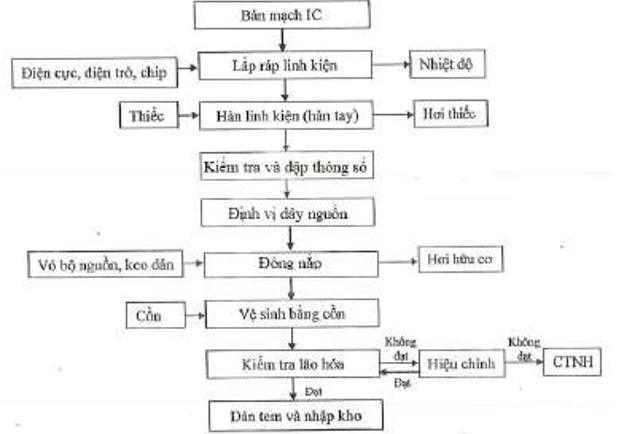
Hình 3. Quy trình sản xuất, lắp ráp bộ nguồn
Thuyết minh quy trình công nghệ
Quy trình công nghệ sản xuất được thực hiện qua các bước chính như sau:
Bước 1: Lắp ráp linh kiện: Bản mạch cùng các linh kiện như điện cực, điện trở,… được đưa lên dây chuyền lắp ráp và sắp xếp theo trình tự quy định, đảm bảo đúng vị trí và chức năng kỹ thuật của từng linh kiện.
Bước 2: Hàn linh kiện: Công nhân thực hiện thao tác hàn tay để cố định linh kiện lên bản mạch. Dây hàn không chì được sử dụng có nhiệt độ nóng chảy trong khoảng từ 227 °C đến 232 °C. Quá trình hàn diễn ra trong thời gian từ 1 đến 5 giây, đủ để làm nóng chảy thiếc và tạo thành các mối hàn chắc chắn. Trong suốt quá trình này, một lượng nhỏ khói hàn có thể phát sinh. Theo bảng dữ liệu an toàn vật liệu (MSDS) do Công ty TNHH WSD Việt Nam và Công ty TNHH Yikst (Samura) cung cấp, dây hàn và kem hàn sử dụng có thành phần không chì, đảm bảo an toàn hơn cho sức khỏe người lao động và thân thiện với môi trường với những tính chất đặc trưng như sau:
|
Chủng loại nguyên liệu hàn |
Thành phần và tính chất đặc trưng |
|
Thiếc dây Ø0.8mm và Ø1.0mm |
Thành phần: Hợp kim hàn không chì gồm Thiếc (Sn) 99,3% và Đồng (Cu) 0,7%. Tính chất: Hợp kim hàn thiếc có tính ổn định, không dễ bắt lửa; điểm nóng chảy khoảng 227 °C. Thời gian hàn khuyến nghị từ 1 đến 5 giây. Trong quá trình hàn, khói hàn có thể phát sinh và gây kích ứng đối với mắt, da và niêm mạc nếu tiếp xúc trực tiếp. Bảo quản: Sản phẩm cần được bảo quản ở nơi khô ráo, thoáng mát, tránh tiếp xúc với các chất oxy hóa mạnh như axit mạnh, kiềm mạnh, cũng như tránh xa các nguồn nhiệt có nhiệt độ vượt quá 227°C. Không để sản phẩm trong môi trường ẩm ướt hoặc gần nguồn sinh nhiệt cao. |
|
Kem hàn SA610 |
Thành phần: Sản phẩm là hỗn hợp giữa chất trợ hàn (Flux) và bột hợp kim thiếc-bạc-đồng (SnAgCu). Trong đó: + Bột hợp kim SnAgCu chiếm 88,5% tổng khối lượng, gồm: Bạc chiếm 0,265%, Đồng chiếm 0,62%, còn lại là Thiếc. + Chất trợ hàn (Flux) chiếm 11,5% tổng khối lượng, gồm: chất hoạt hóa chiếm 1,84-2,53%; nhựa thông chiếm 2,2 – 5,23%; dung môi etylen glycol ete chiếm 3,1-5,12%. |
|
Chủng loại nguyên liệu hàn |
Thành phần và tính chất đặc trưng |
|
|
Chủng loại chất trợ hàn là: ROL1 - gốc nhựa thông, hoạt tính nhẹ, không ăn mòn; không chứa flo. Tính chất: Nhiệt độ nóng chảy: 216–227°C; độ nhớt: 170±20 Pa.s; không tan hoặc khó tan trong nước. Có thể gây dị ứng da, kích ứng đường hô hấp khi tiếp xúc khói hàn. Bảo quản: Bảo quản ở nhiệt độ từ 1–10˚C, trong điều kiện kín, khô ráo, tránh xa nguồn lửa, các chất oxy hóa mạnh, axit và kiềm |
Bước 3: Kiểm tra và dập thông số: Bán thành phẩm được chuyển sang bộ phận kiểm tra chất lượng. Các sản phẩm đạt yêu cầu sẽ tiếp tục được chuyển sang bộ phận dập thông số kỹ thuật lên sản phẩm.
Bước 4: Định vị dây nguồn: Công nhân lắp đặt dây nguồn vào đúng vị trí đã được định sẵn trên thiết kế kỹ thuật.
Bước 5: Đóng nắp: Tiến hành lắp ráp hai vỏ ngoài của bộ nguồn và sử dụng keo silicon để cố định, đảm bảo độ kín và chắc chắn cho sản phẩm.
Bước 6: Vệ sinh: Sử dụng cồn công nghiệp để làm sạch toàn bộ bề mặt của bán thành phẩm, đảm bảo tính thẩm mỹ và an toàn trước khi kiểm tra điện.
Bước 7: Kiểm tra lão hóa (test lão hóa): Sử dụng thiết bị kiểm tra điện áp chuyên dụng để thực hiện thao tác bật/tắt liên tục từ 200 đến 500 lần nhằm đánh giá độ ổn định và tuổi thọ sản phẩm. Các sản phẩm không đạt yêu cầu sẽ được chuyển sang khu vực hiệu chỉnh để xử lý. Sau khi hiệu chỉnh, sản phẩm sẽ được test lại. Nếu tiếp tục không đạt, sản phẩm sẽ được thu gom và xử lý như chất thải nguy hại, theo quy định về quản lý chất thải công nghiệp.
- Quy trình sản xuất, gia công các chi tiết của đèn.
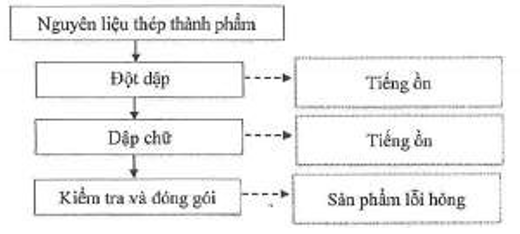
Hình 4. Quy trình sản xuất, gia công các chi tiết của đèn
Thuyết minh quy trình công nghệ
Quy trình công nghệ sản xuất được thực hiện qua các bước chính như sau:
Bước 1 – Chuẩn bị nguyên liệu: Chủ dự án đưa các tấm thép thành phẩm đã được cắt sẵn đúng kích thước theo yêu cầu của khách hàng lên dây chuyền để tiến hành gia công.
Bước 2 – Đột dập tạo hình: Nguyên liệu được đưa vào máy đột dập để tạo hình sản phẩm theo thiết kế. Máy đột dập sử dụng lực ép cơ học để biến dạng kim loại theo khuôn mẫu đã cài đặt sẵn. Tác động môi trường chính trong công đoạn này là tiếng ồn do hoạt động của máy dập.
Bước 3 – Dập chữ: Bán thành phẩm sau khi được tạo hình sẽ tiếp tục chuyển sang công đoạn dập chữ. Tại đây, sản phẩm được đưa vào máy dập chữ để in các thông tin định danh như: mã sản phẩm, số hiệu, kích thước, logo hoặc các ký hiệu theo quy định của nhà sản xuất và yêu cầu khách hàng. Công đoạn này chủ yếu sử dụng lực cơ học để dập ký tự nổi/lõm, không sử dụng hóa chất, không phát sinh nước thải.
Bước 4 – Kiểm tra và đóng gói: Sau khi hoàn tất dập chữ, sản phẩm được chuyển sang bộ phận kiểm tra chất lượng để đánh giá các tiêu chí như: độ chính xác về kích thước, độ rõ nét của ký hiệu, mức độ hoàn thiện bề mặt,… Những sản phẩm đạt tiêu chuẩn sẽ được chuyển sang khu vực đóng gói để bao bọc, dán nhãn, xếp lên pallet hoặc cho vào thùng carton để xuất xưởng. Các sản phẩm không đạt chất lượng sẽ được loại bỏ và đưa đi xử lý cùng chất thải rắn thông thường, sau đó chuyển giao cho đơn vị có chức năng xử lý.
- Quy trình lắp ráp sản phẩm hoàn chỉnh.
Các nguyên liệu đầu vào của công đoạn này bao gồm các sản phẩm từ quy trình phía trước như: (1) bộ nguồn được lắp ráp hoặc gia công nội bộ; (2) các chi tiết của đèn sau khi gia công như bệ đèn, lồng đèn, đế đèn, chân đế và khung đèn; cùng với một số linh kiện khác được nhập khẩu hoặc mua ngoài như hạt đèn, thanh đèn và các chi tiết phụ trợ khác. Quy trình lắp ráp sản phẩm hoàn chỉnh được mô tả như sau:
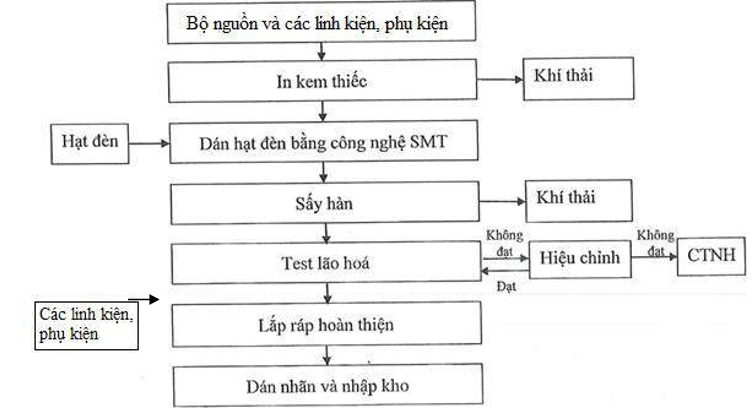
Hình 5. Quy trình sản xuất, lắp ráp sản phẩm hoàn chỉnh
Thuyết minh quy trình công nghệ
Bước 1 – In kem hàn: Bộ nguồn và các phụ kiện được đưa lên dây chuyền lắp ráp. Tại đây, một lớp mỏng kem hàn không chì sẽ được in lên bề mặt thông qua công nghệ in lưới, tại các vị trí dự kiến lắp linh kiện (hạt đèn). Việc sử dụng kem hàn không chì nhằm giảm thiểu phát sinh chất thải nguy hại và đáp ứng các tiêu chuẩn an toàn môi trường.
Bước 2 – Lắp ráp linh kiện: Các hạt đèn được sắp xếp và gắn chính xác lên bộ nguồn bằng công nghệ lắp ráp linh kiện bề mặt (SMT). Đây là công đoạn hoàn toàn tự động, đảm bảo độ chính xác và tốc độ sản xuất.
Bước 3 – Sấy hàn (hàn hồi lưu): Sau khi lắp ráp, các linh kiện sẽ được đưa vào máy sấy hàn (hàn hồi lưu – reflow) để làm nóng và cố định linh kiện bằng cách làm chảy lớp kem hàn. Quá trình này được thực hiện trong điều kiện kiểm soát nhiệt độ, hạn chế việc phát sinh khí thải. Quy trình cụ thể đã trình bày tại quy trình công nghệ phía trên.
Bước 4 – Kiểm tra lão hóa: Sản phẩm sau hàn được kiểm tra độ bền bằng cách bật tắt liên tục (200–500 lần) và test lão hóa trong thời gian 30 phút đến 2 giờ bằng thiết bị chuyên dụng. Các bán thành phẩm không đạt yêu cầu sẽ được chuyển sang khu vực hiệu chỉnh và kiểm tra lại. Nếu tiếp tục không đạt, sản phẩm sẽ được thu gom và xử lý theo quy định tương tự đối với chất thải nguy hại.
Bước 5 – Lắp ráp hoàn thiện: Sau khi kiểm tra đạt yêu cầu, công nhân tiến hành lắp ráp hoàn thiện thiết bị chiếu sáng bằng cách liên kết các bộ phận như bệ đèn, lồng đèn, đế đèn, chân đế và khung đèn theo từng đơn hàng cụ thể. Việc lắp ráp sử dụng chủ yếu mối nối bằng mạch ren.
Bước 6 – Đóng gói và nhập kho: Sản phẩm hoàn thiện sẽ được dán nhãn, đóng gói và nhập kho để chờ xuất xưởng.
Hình ảnh minh họa một số công đoạn trong quy trình sản xuất, gia công lắp ráp sản phẩm của dự án được mô tả như sau:
|
Tên công đoạn |
Hình ảnh |
Mô tả |
|
Công đoạn Gắn hạt đèn - Hong khô - Test |
|
|
|
Tên công đoạn |
Hình ảnh |
Mô tả |
|
Công đoạn: Gắn thấu kính - Hong khô - Test (Kết thúc SMT) |
|
|
|
Công đoạn: Tra thiếc & Phân tách bảng mạch |
|
Công nhân tra thiếc vào các đầu nối và truyền tới máy phân cắt bản mạch |
|
Công đoạn: Dập khuôn tấm thép và cắt bỏ phần thừa để tạo thành đế đèn |
|
Đưa tấm thép vào khuôn dập để tạo hình thành đế đèn, cắt bỏ phần thừa của đế đèn. |
|
Công đoạn: Tra keo - Hong khô - Hàn dây |
|
|
|
Tên công đoạn |
Hình ảnh |
Mô tả |
|
Công đoạn: Test sáng của sản phẩm |
|
Sử dụng hộp nguồn điện để kiểm tra bảng mạch có hoạt động (phát sáng) hay không |
|
Công đoạn: Gắn khung đèn, tấm khuếch tán |
|
Công nhân nhận bảng mạch đã được đánh giá đạt (OK) tại bước kiểm tra phát sáng, sau đó tiến hành lắp lần lượt khung đèn và tấm khuếch tán ánh sáng. |
|
Công đoạn: Lắp & khoá hộp nguồn điện |
|
Lắp hộp nguồn điện chính thức vào bên trong hộp đèn, sau đó tiến hành bắn vít để cố định |
|
Công đoạn: Kiểm tra lão hoá của đèn & kiểm tra công suất |
|
Sử dụng máy kiểm tra độ lão hóa của đèn trong khoảng thời gian được quy định theo từng model. Sau đó, chuyển sang bước kiểm tra thủ công để kiểm tra độ chắc chắn của công tắc và xác nhận các mức ánh sáng cùng công suất tương ứng |
|
Công đoạn: Dán nhãn & Làm sạch |
|
Công nhân sử dụng nhãn tương ứng với từng model và dán vào vị trí đã được quy định. Sau đó, dùng khăn lau sạch toàn bộ mặt lưng của đèn |
|
Công đoạn: Đóng gói |
|
Công nhân tiến hành đóng gói sản phẩm vào túi nilon trước khi đặt vào thùng carton. Sau đó, sử dụng băng dính để cố định miệng thùng, hoàn tất quy trình sản xuất sản phẩm. |
3.3.Danh mục máy móc thiết bị.
|
TT |
Tên máy móc thiết bị |
Số lượng |
Tình trạng |
Nguồn gốc |
Công đoạn sử dụng |
|
1. |
Máy bắn vít |
02 |
Mới 100% |
Trung Quốc |
Lắp ráp gia công đèn |
|
2. |
Máy dán |
04 |
Mới 100% |
Trung Quốc |
Gia công mô – đun đèn Led |
|
3. |
Mãy kiểm tra lão hóa |
06 |
Mới 100% |
Trung Quốc |
Công đoạn kiểm tra |
|
4. |
Máy nén khí |
03 |
Mới 100% |
Nhật Bản |
Thiết bị phụ trợ |
|
5. |
Dây chuyền lắp ráp |
02 |
Mới 100% |
Trung Quốc |
Lắp ráp gia công đèn |
|
6. |
Máy in kem thiếc |
02 |
Mới 100% |
Trung Quốc |
Lắp ráp gia công đèn |
|
7. |
Máy sấy hàn (máy hàn hồi lưu không chì) |
02 |
Mới 100% |
Trung Quốc |
Lắp ráp gia công đèn |
|
8. |
Máy tra keo tự động |
02 |
Mới 100% |
Trung Quốc |
Lắp ráp gia công đèn |
|
9. |
Dây chuyền đóng gói |
01 |
Mới 100% |
Trung Quốc |
Đóng gói thành phẩm |
|
10. |
Giá lưu trữ |
15 |
Mới 100% |
Trung Quốc |
Thiết bị phụ trợ |
|
11. |
Giá đỡ lão hóa |
10 |
Mới 100% |
Trung Quốc |
Thiết bị phụ trợ |
|
12. |
Máy đột dập |
01 |
Mới 100% |
Trung Quốc |
Gia công các phụ kiện |
|
13. |
Máy dập chữ |
01 |
Mới 100% |
Trung Quốc |
Gia công các phụ kiện |
|
14. |
Máy phát điện |
02 |
Mới 100% |
Trung Quốc |
Thiết bị phụ trợ |
Hình ảnh một số máy móc thiết bị và dây chuyền sản xuất đã được lắp đặt tại dự án như sau:


3.4.Sản phẩm của dự án đầu tư.
+ Sản xuất thiết bị điện chiếu sáng (sản xuất, gia công đèn sợi đốt, đèn huỳnh quang, đèn điốt phát quang (LED), đèn panel, đèn highbay, đèn troffer, đèn ufo, đèn dây, đèn tuýp.
+ Sản xuất thiết bị điện khác (sản xuất, gia công phụ kiện đèn LED các loại như bộ nguồn, mạch IC, bệ đèn, lồng đèn, đế đèn, chân đế đèn, khung đèn. Hình ảnh một số sản phẩm của dự án như sau:
4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án;
4.1.Nhu cầu nguyên liệu, nhiên liệu và hóa chất
Nhu cầu sử dụng các nguyên vật liệu chính và hóa chất của dự án được liệt kê theo bảng sau:
Bảng 1. 2. Nhu cầu sử dụng nguyên vật liệu chính và hóa chất cho dự án
|
STT |
Nguyên liệu, vật liệu |
Khối lượng (tấn/năm) |
Xuất xứ |
Công đoạn sử dụng |
|
I |
Các nguyên liệu chính |
|||
|
1. |
Thép thành phẩm |
306,1 |
Việt Nam |
Sản xuất phụ kiện đèn |
|
2. |
Bao bì đóng gói |
0,5 |
Việt Nam |
|
|
3. |
Dây điện |
6 |
Việt Nam |
Sản xuất gia công và lắp ráp đèn |
|
4. |
Hạt đèn |
5 |
Trung Quốc |
|
|
5. |
Thấu kính |
50 |
Trung Quốc |
|
|
6. |
Tấm khuếch tán sáng |
160 |
Trung Quốc |
|
|
7. |
Bản mạch, linh kiện bản mạch, điện cực, điện trở,… |
57 |
Trung Quốc |
|
|
8. |
Ốc vít, đinh vít, vòng bảo vệ, móc an toàn |
21,5 |
Việt Nam |
Sản xuất gia công và lắp ráp đèn |
|
9. |
Vỏ bộ nguồn, nút nối dây điện |
15 |
Việt Nam |
|
|
10. |
Thép thành phẩm |
204 |
Việt Nam |
|
|
11. |
Cồn công nghiệp |
0,4 |
Việt Nam |
|
|
12. |
Kem hàn |
0,75 |
Trung Quốc |
|
|
13. |
Kem silicon |
0,5 |
Trung Quốc |
|
|
14. |
Bao bì đóng gói |
0,1 |
Việt Nam |
|
|
15. |
Dây thiếc hàn |
3,6 |
Việt Nam |
|
|
II |
Các loại hóa chất phụ trợ khác |
|||
|
1. |
Dầu mỡ bôi trơi, bảo dưỡng máy móc |
1,2 |
Việt Nam |
|
|
2. |
Than hoạt tính |
0,15 |
Việt Nam |
Cho thiết bị xử lý khí thải |
4.2.Nhu cầu sử dụng điện, nước của dự án
- Nhu cầu sử dụng điện
Nhu cầu sử dụng điện: Ước tính lượng điện tiêu thụ trung bình khoảng 32.000 kWh/ tháng. Nhu cầu sử dụng điện cho các hoạt động sau:
+ Phụ vụ dây chuyền sản xuất, lắp ráp và gia công sản phẩm.
+ Phục vụ chiếu sáng, điều hòa, quạt… trong nhà xưởng sản xuất và bên ngoài các khu vực công cộng của dự án.
Nguồn cung cấp điện: Từ đường dây 22 kV thuộc tuyến trục cấp điện của Khu công nghiệp Yên Bình. Đơn vị cung cấp là Công ty Điện lực Thái Nguyên - Chi nhánh Tổng Công ty Điện lực miền Bắc.
Nhu cầu sử dụng nước
- Nhu cầu cấp nước sinh hoạt và sản xuất
Quá trình vận hành của dự án không sử dụng nước trong các công đoạn sản xuất, gia công và lắp ráp các sản phẩm. Nước chủ yếu cấp cho các hoạt động sinh hoạt của công nhân, vệ sinh, nước tưới cây và nước cấp cho quá trình PCCC.
Số lượng công nhân làm việc tại dự án khoảng 100 công nhân. Căn cứ theo định mức TCXDVN 13606:2023 cấp nước mạng lưới đường ống và công trình tiêu chuẩn thiết kế. Khối lượng nước cấp cho 1 người lao động khoảng 45 lít/người/ngày. Do đó, lưu lượng nước cấp sinh hoạt của nhà máy là: 100 * 45 = 4500 lít (tương đương 4,5 m3/ngày đêm).
Tại dự án có nhà ăn ca nhưng không có hoạt động nấu ăn và rửa bát đĩa. Dự án hợp đồng với đơn vị cung cấp suất ăn công nghiệp (Hợp đồng cung cấp suất ăn công nghiệp số 21/BAOJIN-.... ngày 06/6/2025 giữa Công ty TNHH .... Việt Nam và Công ty TNHH Thương mại BAO & JIN được đính kèm tại Phụ lục của báo cáo).
- Nhu cầu cấp nước cho PCCC
Theo quy phạm cấp nước chữa cháy trong và ngoài nhà của QCVN 06:2022/BXD: Quy chuẩn kỹ thuật quốc gia về an toàn cháy cho nhà và công trình, lưu lượng chữa cháy tính cho 01 đám cháy áp dụng:
Cấp nước trong nhà: Qcc = 5 x 2 = 10 (lít/s); thời gian chữa cháy trong 1 giờ liên tục (do hệ thống chữa cháy vách tường kết hợp với chữa cháy sprinkler);
- Cấp nước chữa cháy ngoài nhà: Sử dụng nguồn nước chữa cháy ngoài nhà của Khu công nghiệp Yên Bình.
- Cấp nước chữa cháy sprinkler tính ở mức cao nhất cho nhà kho theo TCVN 7336:2021: Phòng cháy chữa cháy - Hệ thống chữa cháy tự động bằng nước, bọt.
- Yêu cầu thiết kế và lắp đặt thì: Qsp = 82,5 lít/s; thời gian chữa cháy liên tục trong 1 giờ.
Tống lưu lương chữa cháy trong 1 giờ: OFF = Occ + Osp = 10 + 82.5 - 92.5 (1/s)
Thời gian chữa cháy là 3 giờ, lưu lượng nước chữa cháy đảm bảo 92,5 lít/s cho mỗi vị trí. Do đó, lượng nước dự trữ cho PCCC được tính: (92,5 lít/giây x 3h x 3600 giây x 1 đám cháy)/ 1000= 0,9 m3.
Bảng 1. 3. Nhu cầu sử dụng nước của dự án.
|
STT |
Mục đích sử dụng |
Đơn vị |
Nhu cầu |
Ghi chú |
|
1 |
Nước cấp cho quá trình sinh hoạt |
m3/ngày đêm |
4,5 |
|
|
2 |
Nước cấp cho PCCC |
m3 |
0,9 |
|
Tổng nhu cầu cấp nước sinh hoạt cho dự án khoảng 6,0 m3/ngày đêm.
Nguồn cung cấp nước: Từ hệ thống cấp nước của Trung tâm công nghiệp GNP Yên Bình do Công ty CP Phát triển công nghiệp CTG xây dựng. Nguồn nước cấp cho hệ thống này được cấp bởi Công ty Cổ phần nước sạch Yên Bình.
>>> XEM THÊM: Hồ sơ xin giấy phép môi trường cho dự án đầu tư xây dựng mỏ khai thác đá
GỌI NGAY – 0903649782 - 028 35146426



Tin liên quan
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở nhà máy nước
- › Báo cáo đề xuất cấp GPMT nhà máy dệt vải công nghiệp
- › Báo cáo đề xuất cấp GPMT dự án trang trại chăn nuôi gà
- › Báo cáo đề xuất cấp lại GPMT nhà máy sản xuất tấm phim, decan trang trí
- › Báo cáo đề xuất cấp GPMT trang trại chăn nuôi heo mô hình trại lạnh
- › Báo cáo đề xuất cấp giấy phép môi trường công trình khai thác cát xây dựng
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở chăn nuôi và trồng cây
- › Hồ sơ đăng ký môi trường bao gồm những gì?
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất cơ khí phụ trợ
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở sản xuất sơn pha chế
Bình luận (0)
HOTLINE
![]()
HOTLINE:
090 7957895
nguyenthanhmp156@gmail.com
HOTLINE
![]()
HOTLINE:
0907 957895 - 028 35146426








Gửi bình luận của bạn